Chemical raw material mixer is a mechanical device specially designed to evenly mix two or more chemical raw materials. This mixer uses physical effects such as mechanical force and gravity to achieve uniform mixing of materials through specific stirring methods and container design. The mixing process can not only increase the contact surface area of the materials to promote chemical reactions, but also accelerate physical changes. Chemical raw material mixers are suitable for many fields such as chemicals and pesticides, and are of great significance for improving product quality and efficiency.

The structure of the chemical raw material mixer usually consists of a container, a spiral stirring blade and a transmission component. The design of the spiral blade allows the materials to converge from both sides to the center to form a convection mixing, thereby ensuring uniform mixing of the raw materials. This equipment can be operated in a fixed or cyclic operation mode. According to different material characteristics and production requirements, different layout forms and stirring methods can be selected to meet specific mixing requirements.
According to the stirring method, we sell the following three different types of stirring methods for customers to use.

Mechanical stirring: The stirring blade is driven by a motor to rotate. It is the most common stirring method. It is suitable for the mixing of most chemical materials. It has the advantages of simple structure, convenient operation, and strong adaptability.
Magnetic stirring: The magnetic field is used to transmit power to separate the agitator from the motor to achieve complete sealing, avoid material leakage and external pollution. It is often used for the mixing of high-purity and high-risk materials, such as medicine, electronic chemicals, etc.
Airflow stirring: Bubbles are generated in the material with the help of compressed air or inert gas. When the bubbles rise, the material flows to achieve mixing. This method is suitable for the mixing of low-viscosity liquids. It has the advantages of no mechanical wear and not easy to block, but the mixing efficiency is relatively low.
Chemical raw material mixer has many benefits for chemical raw materials when mixing, mainly including the following aspects:

Promote uniform mixing: It can make chemical raw materials of different types and characteristics fully contact and mix evenly, avoid the situation of local uneven composition, and ensure the stability and consistency of product quality.
Accelerate chemical reaction: The stirring action of the mixer can increase the collision probability between chemical raw material molecules, make the reactants fully contact, thereby speeding up the chemical reaction and improving production efficiency.
Enhance mass transfer and heat transfer: It is conducive to the transfer of heat and the diffusion of materials, making the temperature of materials more uniform during the mixing process, avoiding local overheating or overcooling, and at the same time improving the heat transfer efficiency, providing good conditions for chemical processes that need to control temperature.
Improve material performance: Through stirring, the material can be sheared, stretched, etc., changing the physical form and structure of the material, thereby improving the fluidity, dispersibility and other properties of the material.
Chemical raw material mixers achieve material mixing, mass transfer and heat transfer through mechanical mixing. When the stirring blades rotate at high speed driven by the motor, the materials produce three flow forms: axial, radial and tangential. Axial flow allows the material to circulate up and down along the stirring shaft, radial flow causes the material to diffuse from the center of the blade to the tank wall, and tangential flow drives the material to move in a circle around the axis.
Batch mixer: suitable for small batch production, the raw materials are placed in a mixing container for mixing.

Continuous mixer: suitable for large-scale production, the raw materials are mixed through a continuous feeding and discharging system.

The structure of the chemical raw material mixer is composed of multiple precision components, mainly including stirring device, transmission system, stirring tank, shaft sealing device and control system.

Stirring device: The stirring blades are in various forms, and the common ones are paddle type, turbine type, propulsion type, anchor type, etc. The paddle type stirring blade has a simple structure and is suitable for mixing and heat transfer of low-viscosity liquids; the turbine type stirring blade has strong shear force and dispersion ability, and is often used for gas absorption, liquid-liquid dispersion and other operations.

Transmission system: The transmission system provides power for the stirring device, and is mainly composed of motors, reducers and couplings.
Stirring tank: The stirring tank is a container for material mixing, usually made of stainless steel, carbon steel or enamel to adapt to the characteristics of different chemical raw materials.
Shaft sealing device: The shaft sealing device is used to prevent material leakage in the stirring tank and the entry of external impurities. Common shaft sealing types include packing seals, mechanical seals and magnetic seals.
Control system: Modern chemical raw material mixers are equipped with intelligent control systems. Operators can set parameters such as stirring speed, stirring time, temperature, etc. through the control panel, and monitor the operating status of the equipment in real time.

| Indicator | Mixing Effect | Uniformity |
| Definition | The overall distribution state and reaction efficiency of materials during the mixing process | The consistency of the distribution of material components at the microscopic scale |
| Core Parameters |
- Mixing time (3 - 30 minutes) - Shear strength (linear velocity 3 - 20m/s) - Energy consumption (kW•h/batch) |
- Coefficient of variation CV value (≤3% - 10%) - Particle size distribution (D90/D10≤1.5) - Temperature fluctuation (±0.5 - 5℃) |
| Influencing Factors |
- Type and rotation speed of the impeller - Diameter-height ratio of the tank - Viscosity of the material |
- Density difference of materials (<0.3g/cm³) - Design of the mixing path - Surface treatment process |
| Detection Methods |
- Torque curve analysis - Power consumption monitoring - Macroscopic observation |
- Sampling HPLC analysis - Laser particle size analyzer - Near-infrared spectroscopy |
| Industry Standards |
- Chemical industry: Mixing cycle ≤ 15 minutes - Pharmaceutical industry: Shear uniformity ≥ 95% |
- Lithium battery industry: CV ≤ 3% - Food industry: Component deviation ≤ 5% |
| Optimization Methods |
- Multi-stage speed control - Combined impellers - CFD flow field simulation |
- Adding dispersant (0.1 - 0.5%) - Static mixer - Vacuum defoaming |
| Typical Problems |
-Mixing dead angle (residue > 5%) - Excessive energy consumption |
- Component segregation - Degradation of heat-sensitive materials |

Optional equipment can be selected and configured according to specific chemical production needs to improve the performance, safety and automation of chemical raw material mixers.
Emergency stop button: In the event of an emergency in the equipment, the operator can quickly stop the equipment by pressing the emergency stop button to avoid the occurrence and expansion of accidents.
Overload protection device: When the motor load exceeds the rated value, the overload protection device will automatically cut off the power supply to protect the motor and other equipment components from damage.
Leakage protection device: monitors whether there is leakage in the electrical system of the equipment. Once leakage is detected, the power supply is immediately cut off to prevent the operator from electric shock.
Explosion-proof device: For the mixing of some flammable and explosive chemical raw materials, the equipment needs to be equipped with explosion-proof devices, such as explosion-proof motors, explosion-proof electrical appliances, etc., to prevent explosion accidents.
As the core equipment in chemical production, the mixer can process a wide range of chemical raw materials. The following is a detailed classification description:

Powder materials: can mix calcium carbonate, talcum powder, titanium dioxide, carbon black and PVC filler, paint pigment, rubber reinforcement
Granular materials: such as plastic particles (PP/PE), molecular sieve, ion exchange resin, generally used in plastic modification, water treatment agent preparation.

Liquid/paste materials: silicone oil, plasticizer (DOP), resin adhesive, generally used in adhesive production, grease preparation.

Automation control: Some mixers are equipped with an automatic control system to monitor the temperature, pressure and speed of the mixing process.
Safety equipment: including emergency stop buttons, overload protection and other safety equipment.

Chemical raw material mixer is a key equipment for mixing, stirring and evenly distributing chemical raw materials. It plays an important role in chemical production and is used to mix raw materials of different particle sizes, shapes and properties to meet the requirements of the production process.

The price range of chemical raw material mixers is large and is affected by many factors. The type, specification and capacity of the equipment are key factors. Small experimental mixers are affordable due to their small processing volume and simple structure. Large industrial mixers, such as horizontal ribbon mixers that can process several tons of materials per hour, have higher standards in materials and power systems to meet the needs of large-scale production, so they are naturally expensive. The choice of materials also affects the price. Mixers with ordinary carbon steel in contact with the material have relatively low costs. If 304 or even 316L stainless steel is used, which can withstand highly corrosive materials, the price will increase significantly.
Address:China,Yanjin county forest park gate to the west 1000 meters north road.
 Online Chat
Online Chat 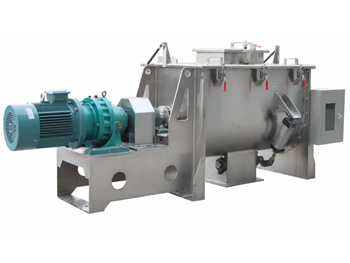


 Email
Email